.webp "عنوان تصویر")





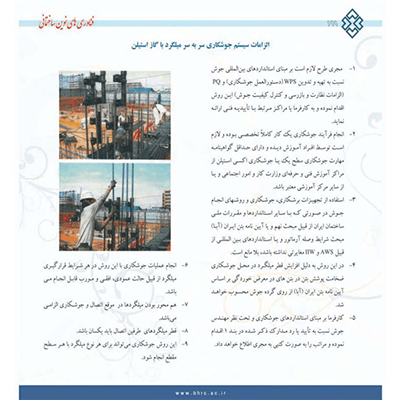
گروه مهندسي آفتاب تابان کنزا (با شرکت مهندسي پايندان آتيه،فرآيند جوش کنزا و اينک آفتاب تابان کنزا) که از اين پس با نام و برند تجاري کنزا فعاليت ميکند، بیش از یک دهه فعالیت، تجربه ، تحقيق و گردآوري قويترين تيم هاي علمي و مهندسي بر آن است تا با تغيير شيوه هاي ساخت و ساز ، با ايجاد سرعت و افزايش استحکام و عمر مفيدو کاهش هزينه هاي ساخت و توليد، تحولي عظيم در صنعت ساختمان ، نفت و گاز کشور ايجاد نمايد. که خوشبختانه اين امور محقق گرديد و ما توانستيم نتيجه تحقيقات وزحمات شبانه روزي خود را با بومي سازي تکنولوژيهاي روز دنيا در زمينه صنعت نفت،گاز و ساختمان هر چند کوچک ،بگيريم.
که از جمله مي توان به مهندسي معکوس وساخت تجهيزات توليد لوله هاي نفت وگازوپتروشیمی ، طراحي وساخت تجهيزات Cross welding، طراحي وساخت پمپهای فشار بالا ی پيستونی (High pressure piston pump) ،طراحی,ساخت و مونتاژ تجهيزات جوش سربه سر ميلگرد , طراحی وساخت ارت الکترونیکی کنزا(جایگزین چاه ارت)، دستگاه جوش الکترو اسلگ پرتابل و ارائه راهکارهای فنی به شرکتهای مقاوم سازی ساختمان و... اشاره نمود.
با توجه به نياز شديد احداث ابنيهء امروزي به صنعتي شدن و افزايش استحکام ،گروه مهندسي کنزا بر آن شد که در اين دوره از زمان تکنولوژي و را بهينه و جهت رشد واستفاده هر چه بيشتر از اين تکنولوژي (با توجه به نوسانات ارز ) آنرا بومي کرده و وابستگي اين تکنولوژي را از نوسانات ارزي دور نمايد.که اين امر پس از گذشت چهار سال تحقيق و Reverse Engineering حاصل گرديدو کنزا را،به عنوان اولين مجري و سازندهء تجهيزات جوش سر به سر ميلگرد در کشور عزيزمان معرفي نمود, که قیمت این تجهیزات (قیمت دستگاه فورجینگ میلگردها) تقریبآ نصف نمونه های خارجی (ژاپنی و چینی) با کارایی بیشتر و خدمات پس از فروش متمرکز تر می باشد.
روش جوش سر به سر ميلگرد ( فورجینگ میلگرد،GPW,GAS PRESSURE WELDING) نسبت به روشهاي مرسوم فعلي (اتصال به صورت اورلپ و اتصالات و وصله های مکانيکی میلگرد)،از صرفه اقتصادي بيشتري برخوردار بوده و همچنين استحکام ناحيه اتصال در آن نيز بيشتر از ماده اوليه مي باشد . به طور کلي روش فورجينگ سر به سر ميلگردها بسيار سريعتر , مستحکم تر و اقتصادي تر از روش اتصال روي هم مي باشد.اين کارنامه درخشان هيچگاه حاصل نمي شد مگر با کمک خداوند مهربان، همت وپشتکار پرسنل خوش فکر و دلسوز و حمايت بي شائبه کار فرمايان گرامي کنزا ،که همواره قدردان اين گراميان ميباشيم.
سوالات متداول فورجینگ میلگرد:
در عملیات فورجینگ میلگردها، حتما میبایست دو سر میلگردهای فورج شونده فقط و فقط باید به کمک دستگاه برش میلگرد، که به صورت سرد بر می باشد، بریده شوند. استفاده از این روش برای برش میلگرد به صورت کلی به چند منظور انجام می شود که ما در ادامه برخی از این موارد که مهمترین آن ها می باشد اشاره خواهیم کرد که این موارد عبارت هستند از:
- حذف و از بین بردن زنگ زدگی ها و کثیفی ها
- به وجود آوردن یک سطح کاملا صاف و براق
- قائمه شدن دو سطح میلگردهای فورج شونده
نکات مهم در خرید دستگاه فورجینگ میلگرد را ما در این مطلب در اختیار شما قرار می دهیم تا شما در زمان خرید این دستگاه ها بتوانید به درستی دستگاهی را انتخاب کنید که دارای استانداردهای لازم برای کار شما باشد. اولین مسئله ای که باید در خصوص دستگاه فورجینگ میلگرد بدانید این است که این دستگاه های کاربردی، در سه کشور خارجی ژاپن، چین و همچنین آلمان تولید می شوند، همچنین ایران نیز چند سالی است که وارد بازار تولید و ارائه این دستگاه ها شده است و شما می توانید از میان گزینه های موجود بسته به نکات مهمی که در ادامه در اختیار شما قرار می دهیم یکی از این دستگاه ها را خریداری کنید.
آزمایشات جوش فورجینگ به منظور اطمینان از کیفیت قطعات فورج شده از طریق تعیین الزاماتی برای آزمون های مختلف به کار می رود. در این آزمایشات، آزمون چشمی و آزمون کشش دو آزمون اصلی هستند که برای اطمینان از کیفیت فورجینگ باید انجام شوند. با این حال، در صورتی که انجام این دو آزمون عملی نباشد، آزمون خمش می تواند جایگزین آزمون کشش شود.
نحوه خرید و فروش و قیمت دستگاه دست دوم جوش فورجینگ میلگرد با توجه به گذشت زمان حدود 15 سال از ورود تکنولوژی جوش فورجینگ سر به سر میلگردها (ورود از سال 1387) به ایران و رونق کاربری این تکنیک در دهه اخیر،طبعا دستگاه های دست دوم و کارکرده ای که دیگر مورد نیاز سازندگان و گاها مجریانی که به هر علتی، دیگر مایل به ماندن در این حرفه نمی باشند در دسترس می باشد.
چگونه فورجینگ کار شویم؟ با توجه به فراگیر شدن و رونق استفاده از صنعت و تکنولوژی فورجینگ سر به سر میلگردها در ساختمانها ،این امر موجب تشکیل گروههایی تحت عنوان فورجینگ کاران یا پیمانکاران عملیات جوش سر به سر میلگرد در سالهای آتی در کشور گردیده است.که این امر موجب کاهش نرخ بیکاری در کشور گردیده و در آمد قابل قبولی را برای فورجینگ کاران به ارمغان آورده است.
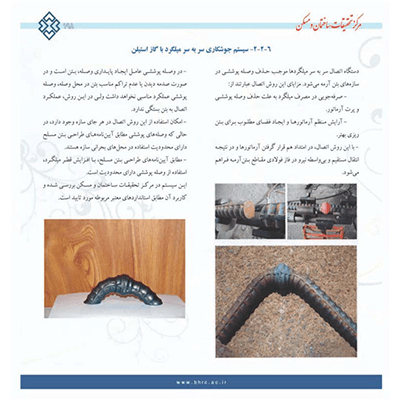
روش جوش فورجينگ سر به سر ميلگرد باعث حذف اورلپ در ميلگردها ميگردد. از مزاياي اصلي اين روش ميتوان صرفه جويي قابل ملاحظه در ميلگرد مصرفي ( تا 30درصد)و حذف ضايعات ميلگرد و همچنين ايمن سازي ساختمان ها در مقابل زلزله بدليل استحکام بالا در نقاط اتصال ميلگرد ها نام برد.در اين روش دوسر ميلگرد به کمک شعله حاصل از سوختن گاز اکسيژن و استيلن کاملا سرخ شده و به حالت خميري در آمده و با فشارهیدرولیک درهم آميخته و ممزوج و فورج ميشوند.
عوامل موثر در رونق روش فورجینگ سر به سر میلگرد در ایران چه بوده است؟ قبل از پاسخ به این پرسش مهم، بهتر است ابتدا با تاریخچه، مباحث فنی و انواع تجهیزات و دستگاه های فورجینگ میلگردها آشنا شویم و سپس مروری به نحوه ورود این تکنیک ژاپنی به ایران و پس از آن دلایل محبوبیت این تکنولوژی در بین سازندگان و پیمانکاران بپردازیم. تکنولوژی جوش فشاری گازی (ترجمه تحت اللفظیGAS PRESSURE WELDING ) در سال 1952 میلادی با هدف سهولت و ایجاد امنیت در اتصال ریل های خطوط آهن ابدا گردید
قیمت فورجینگ میلگرد چقدر است و چگونه مورد محاسبه قرار می گیرد؟ قیمتی که در بخش بالا به شما اعلام شد بر اساس تومان محاسبه شده است و این قیمت ممکن است بر اساس متغیرهای مختلفی که در فرایند جوش سر به سر میلگرد وجود دارد نسبت به آنچه اعلام شد کمی متفاوت باشد. لیستی که در اختیار شما قرار داده شده است قیمت فورجینگ میلگرد را بر اساس چهار المان اصلی و همچنین مواد و آیتم های مصرفی و همچنین آیتم های مختلف محاسبه و بررسی کرده است. بر اساس این موارد مطرح شده شما با جزئیات دقیق و کامل هزینه هایی که باید پرداخت کنید تا پروژه را به اتمام برسانید، آشنا می شوید.
معرفی تمامی تجهیزات ایمنی فورجینگ میلگرد.
مزایا و معایب فورجینگ سر به سر میلگردها را در این مطلب مورد بررسی قرار می دهیم. از جمله مزایای جوش سر به سر میلگرد و دستگاه فورجینگ می توان به موارد ذیل اشاره نمود:
- مزایای فنی و اقتصادی روش جوشکاری سر به سر میلگرد
- افزایش مقاومت در محل اتصال به علت افزایش قطر
- صرفه جویی در مصرف میلگرد حدود %30
- کاهش خطا های انسانی در مبحث آرماتوربندی و چیدمان میلگرد ها
روش جوش سر به سر میلگرد یا روش جوش فشاری گازی فورجینگ یا جوش فشاری گازی باعث حذف روش سنتی اورلپ در ميلگردها ميگردد. از مزاياي اصلي اين روش ميتوان صرفه جويي قابل ملاحظه در ميلگرد مصرفي ( تا 30درصد) و حذف ضايعات ميلگرد و همچنين ايمن سازي ساختمان ها در مقابل زلزله بدليل استحکام بالا در نقاط اتصال ميلگرد ها نام برد .روش فورجينگ نسبت به روش های اتصال روی هم و اتصالات مکانيکی(کوپلر میلگرد) از صرفه اقتصادی بيشتری برخوردار بوده و همچنين استحکام ناحيه اتصال، بيشتر از خود ماده اوليه مي باشد. از مزاياي ديگر مي توان به سرعت اجرايي بيشتر و راحتتر نامبرد که اين عامل مهم در پروژه هاي سد سازی, سازه هاي بتنی , مترو , پل سازي و... بسيار حائز اهميت می باشدامید که با اشاعه فرهنگ کیفیت در ساخت و صنعتی سازی ساختمان ،گامی موثر در ساخت ابنیه ایمن را در کشور ارتقاء ببخشیم.